Chroniques d’un métier – Chapitre 5 – Les techniques et les technologies
Sommaire de navigation
5 – Les techniques et les technologies
5.1 – Les techniques et les produits
Durant les vingt premières années de l’ère spatiale à Thomson, à CSF et à Thomson-CSF, les impératifs de fiabilité incitent les concepteurs de matériels à prendre le minimum de risques en utilisant de préférence des schémas de circuits déjà éprouvés dans d’autres domaines, quitte à les adapter, en tant que de besoin, à certaines caractéristiques des liaisons spatiales. La plus grande partie des innovations sont faites non pas dans les circuits eux-mêmes, mais dans leurs technologies de réalisation où les exigences de poids et de fiabilité ne permettent pas de copier purement et simplement ce qui se fait ailleurs.
Pour ces raisons, le présent chapitre, consacré aux techniques, est moins détaillé que le suivant, qui traite des technologies. Leur évolution y sera passée en revue dans les trois principaux domaines d’activité de la société, dans l’ordre historique : la télémesure-télécommande-localisation (TM-TC), les antennes, les répéteurs de télécommunications, en mentionnant également la visualisation du Spacelab, l’électronique de SPOT, les radars d’ERS et le domaine numérique.
Afin de limiter les «redites», certains points techniques, qui ont déjà été traités dans les chapitres consacrés aux programmes de satellites, ne seront rappelés ici que très brièvement.
La TM-TC
Les émetteurs et les récepteurs
La conception des premiers émetteurs et récepteurs de télémesure et de télécommande fabriqués par Thomson et par CSF pour les satellites de la série Diamant, dans la période 1964-1970, est largement inspirée par celle de divers émetteurs-récepteurs VHF portables à usage militaire que produisent chacune d’elles.
Les bandes de fréquences utilisées sont 148-149,9 MHz pour les liaisons montantes et 136-138 MHz pour les liaisons descendantes.
Les semi-conducteurs ne sont en usage que depuis peu d’années. Tous les circuits sont à constantes localisées. La puissance des émetteurs est de quelques watts.
Les mêmes techniques sont utilisées par Thomson pour les satellites ESRO 1 et ESRO 2 (1965-1966) où sont fournis de plus des duplexeurs VHF, toujours en circuits localisés.
Dans HEOS A1 et HEOS A2 (1966-1967), où les émetteurs, récepteurs et duplexeurs sont largement dérivés de ceux des satellites précédents, on voit apparaître un coupleur d’antenne réalisé en «strip-line» sur Téflon ainsi qu’un boîtier de mesure de distance utilisant trois tons harmoniques déphasés.
Dans Eole, du CNES, programme contemporain d’HEOS A1, les techniques et technologies de l’émetteur, du récepteur et du duplexeur VHF restent inchangées. C’est également le cas pour les matériels de TM-TC de Symphonie.
Le programme Eole voit d’autre part l’apparition d’un émetteur et d’un récepteur UHF (émission à 464 MHz et réception à 401 MHz) destinés au sous-système d’interrogation des ballons. Le récepteur possède un dispositif de démodulation cohérente. L’ensemble, étudié par l’équipe CSF de Corbeville, est finalement fabriqué à Vélizy après la fusion de Thomson et de CSF. Les techniques utilisées y restent très voisines de celles mises en œuvre pour la VHF.
Les programmes Intelsat II et Intelsat IV ne donnent lieu à aucun développement technique. Ils se bornent à une fabrication sur plans de matériels étudiés par Hughes.
Après le satellite franco-allemand Symphonie (1969-1973), le dernier programme où sont fournis des émetteurs et des récepteurs VHF est GEOS, entre 1973 et 1975. Dans les deux cas, ces équipements, ainsi que le duplexeur, sont semblables à ceux d’HEOS.
Le premier émetteur en bande S (2 GHz) à l’état solide est étudié et réalisé pour ce même satellite GEOS. Sa puissance de sortie est d’environ 4 watts.
Le Service Hyperfréquences de Vélizy a déjà acquis une certaine expérience dans cette bande au cours du programme Helios entre 1970 et 1973. L’émetteur d’Helios possède un premier étage de sortie à l’état solide d’une puissance de 1 watt et un second, d’une puissance de 20 watts, équipé d’un tube à ondes progressives (TOP). La plus grande difficulté de l’étude a été, comme il est exposé dans le chapitre consacré à ce programme, de satisfaire aux exigences concernant le temps de propagation de groupe dans les différents circuits.
C’est dans ces émetteurs en bande S qu’est mise en œuvre et qualifiée pour l’usage spatial la technologie des circuits hyperfréquences en sérigraphie sur substrat de céramique qui avait été développée pour des autodirecteurs de missiles.
Le dernier émetteur «indépendant» de télémesure en bande S, analogue à celui de GEOS, avant l’apparition des transpondeurs cohérents, est fabriqué en 1976-1977 pour le satellite ISEE B de l’ESA.
Les émetteurs et les récepteurs en bande C
Le programme Telecom 1 donne l’occasion de développer un récepteur de télécommande en bande C (6 GHz) et une balise de télémesure également en bande C (4 GHz). Ces équipements sont prévus pour être utilisés après la mise à poste du satellite. Leur conception modulaire permet une adaptation aisée à tout satellite opérant en bande C.
Le récepteur, équipé de son propre oscillateur local, est raccordé à l’amplificateur à faible bruit du récepteur de télécommunications. Son facteur de bruit propre est de 8,5 dB.
La balise, dont la puissance de sortie est de 200 milliwatts, est connectée à l’antenne d’émission du canal de télécommunications.
Les décodeurs de télécommande
Le premier décodeur de télécommande réalisé à Gennevilliers en 1964 pour le satellite D1A du CNES utilise la détection de trois fréquences vocales dont les combinaisons permettent d’identifier huit ordres. Ses circuits à constantes localisées sont équipés de transistors.
Dans ESRO 1 et ESRO 2, où le nombre d’ordres reçus est plus important, les décodeurs utilisent des tons codés, c’est-à-dire un embryon de ce qui, plus tard, sera qualifié de technique numérique. Trois durées d’impulsions représentent respectivement les bits 0 et 1 et la synchronisation. Ces impulsions modulent le ton en amplitude.
Dans HEOS A1 et HEOS A2, le taux d’erreurs de bits (BER) du décodeur est amélioré par rapport à celui obtenu dans ESRO 1 et 2. La modulation est du type PSK (Phase Shift Keying).
Depuis ESRO 1, le nombre d’ordres traités par les décodeurs de télécommande augmente rapidement pour atteindre 140 dans Symphonie.
Dans le décodeur de télécommande de GEOS, d’une conception voisine de celui d’HEOS, on voit apparaître les premiers circuits intégrés ainsi qu’une technologie d’assemblage (MGM) dérivée de la technologie MICAM d’Intelsat IV.
Le même type de décodeur est réalisé, en 1975-1976, dans le programme ISEE B de l’ESA.
Un nouveau pas est franchi dans le satellite ISPM/Ulysses de l’ESA (1980) pour lequel est développé un décodeur entièrement nouveau utilisant un microprocesseur. Si la mise au point des circuits ne présente qu’un minimum de difficultés, il n’en est pas de même de la technique d’assemblage mécanique qui donne lieu à quelques péripéties qui sont relatées dans le chapitre consacré à ce satellite.
Spacelab
Dans le Spacelab, le service ES du Département ESA (puis DSP) doit résoudre des problèmes techniques et technologiques entièrement nouveaux pour lui et qui sont décrits dans le chapitre consacré à ce programme. Les principaux circuits de traitement des données et de visualisation sont étudiés en coopération avec le Département Avionique Générale qui réalise des matériels similaires pour les postes de pilotage d’avions de combat. Les principales innovations sont liées à la commutation de très hautes tensions (12 000 à 15 000 volts) et au fonctionnement dans une atmosphère riche en oxygène et en l’absence de gravité.
Les transpondeurs cohérents
À la fin des années soixante-dix, l’encombrement des fréquences des bandes VHF réservées à la télécommande et à la télémesure est devenu tel que les agences spatiales décident de généraliser l’emploi de la bande S (2 025- 2 110 MHz pour les liaisons montantes et 2 200-2 290 MHz pour les liaisons descendantes).

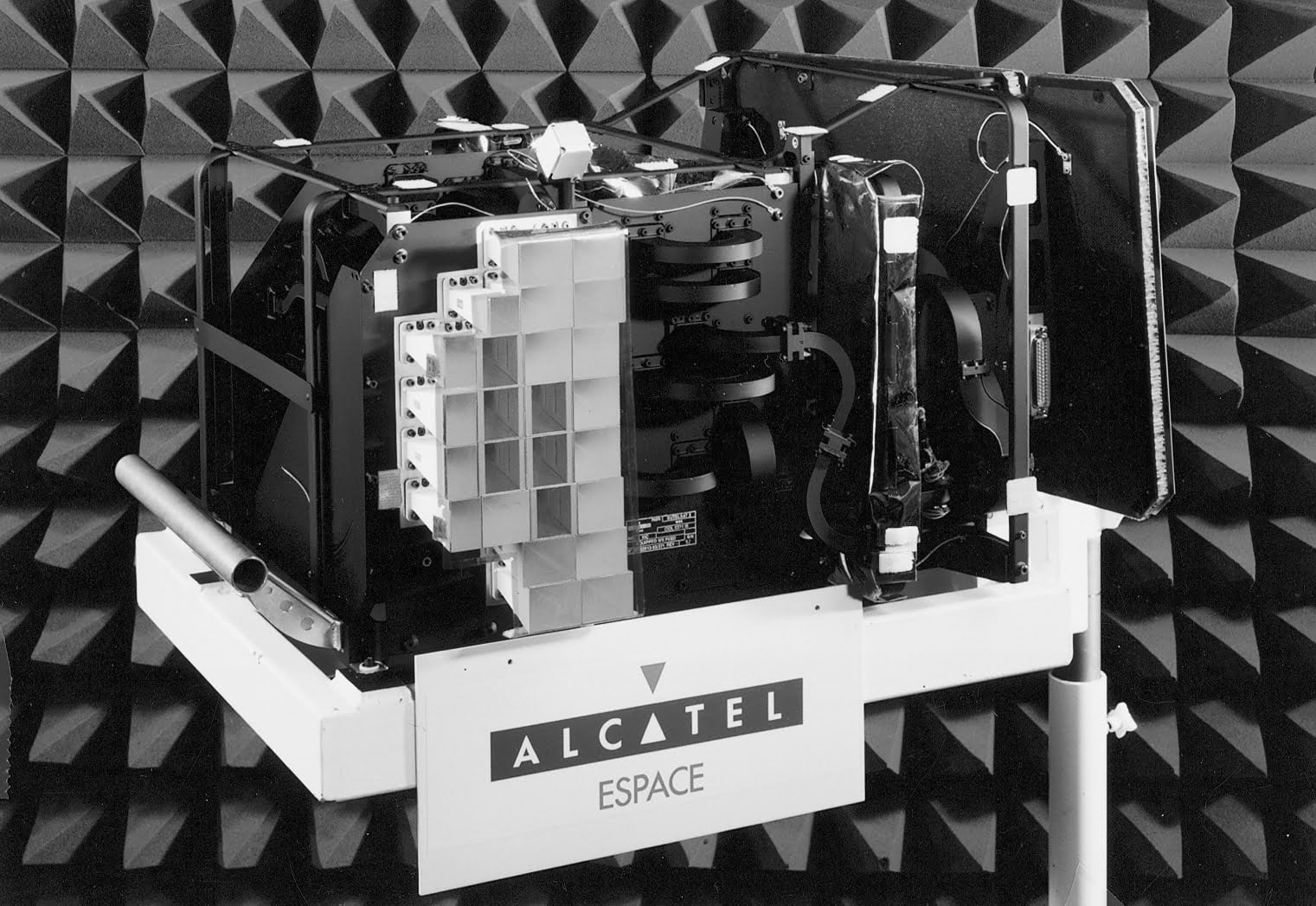
Vue du transpondeur bande S de Telecom 1 (1ère génération)
Pour assurer la fonction de mesure de distance au moyen de mesures de phase sur des sous-porteuses harmoniques, il est nécessaire de maintenir une cohérence de phase entre la réception et la réémission de ces sous-porteuses.
Dans ISEE B, par exemple, la mise en œuvre d’un émetteur et d’un récepteur séparés a conduit à un matériel relativement lourd.
Dès 1976, l’ESA a lancé un appel d’offres pour l’étude d’un transpondeur cohérent en bande S afin d’obtenir un matériel compact et relativement léger.
Suite à quelques péripéties qui sont relatées au chapitre consacré au programme ISPM, qui voit la première utilisation du transpondeur réalisé par ATES, la décision est prise de développer ce qui est, pour le Département DSP, le premier matériel destiné à être proposé sur catalogue.
Pour permettre une transmission cohérente des signaux utilisés dans la mesure de distance, l’émetteur est piloté par un VCXO (Voltage Controlled Crystal Oscillator) asservi sur la porteuse reçue.
Dans sa version standard, le transpondeur dispose d’un émetteur de quelques watts en bande S (5 ou 2,5), suffisant pour la plupart des missions en orbite terrestre. Une version destinée aux sondes interplanétaires, comme c’est le cas pour ISPM/Ulysses, possède, en plus, des circuits de multiplication alimentant un étage de sortie à TOP de 10 à 20 watts en bande X, afin d’assurer les communications aux très grandes distances. La conception modulaire permet de passer d’une version à l’autre avec une grande souplesse.
Quarante exemplaires de la première génération de transpondeurs, dont le développement a commencé en 1978, sont livrés à partir de 1983 pour les satellites Telecom 1, TELE X, ERS 1, Viking, TV-Sat 1 et 2, TDF 1 et 2, Eutelsat II, Ulysses, Giotto, SPOT 1 et 2 et IOC.
À partir de 1988, le développement de la deuxième génération est entrepris avec, comme objectifs, la réduction des coûts de fabrication par une augmentation du niveau d’intégration, une réduction des réglages et une recherche de récurrence plus poussée. La conception des étages à fréquence intermédiaire y est modifiée : l’ensemble de l’oscillateur local et des multiplicateurs de fréquences y est remplacé par un ensemble intégré comprenant un VCXO et des diviseurs de fréquences. Les circuits intégrés y sont utilisés à plus grande échelle et quelques ASIC sont introduits.
La fourniture d’une quarantaine de modèles est prévue à partir de Telecom 2, SPOT 4, Helios, Hispasat, Soho, Cluster, etc., le développement d’une troisième génération étant envisagé à partir de 1994 en vue de réduire les paramètres critiques (masse, consommation, volume).
Une anecdote vaut la peine d’être mentionnée : après l’échec du lancement de Cluster par Ariane V le 4 juin 1996, sept transpondeurs sur les huit de la charge utile sont récupérés dans la mangrove guyanaise. Deux d’entre eux, remis à ATES, sont mis sous tension en laboratoire et manifestent un bon fonctionnement avec des performances de puissance de sortie et de sensibilité de réception très peu dégradées. Cela signifie-t-il que ces équipements, qui ont résisté à une telle explosion, étaient peut-être quelque peu surdimensionnés ?
Les antennes et leurs moyens d’essais
Les antennes
La première antenne de fabrication Thomson mise en orbite est, le 26 novembre 1965, celle de la capsule technologique lancée par le vol probatoire du premier lanceur Diamant. Les caractéristiques en sont décrites dans le chapitre consacré aux débuts de Thomson-Houston dans les activités spatiales. Il semble que cette antenne ait été fortement endommagée au cours du lancement, rendant impossible l’émission des signaux de télémesures.
À partir de 1970, le Service Antennes du Département Espace-Satellites étudie les premières antennes destinées à un satellite de télécommunications : Symphonie.
L’antenne de réception à 6 GHz (avant plan de la photo) est un cornet circulaire «corrugué», alimenté en coaxial, dont l’ouverture de faisceau de 18° assure une couverture globale en polarisation circulaire droite avec un gain supérieur à 16 dB en bordure de couverture.
Les deux antennes d’émission à 4 GHz sont identiques. Chacune d’elles a un gain supérieur à 19,5 dB dans une ouverture elliptique de 14,4° x 9,3° (en regard des réflecteurs sur la photo). Dans ce but, un cornet rectangulaire illumine un réflecteur parabolique de forme approximativement elliptique. L’émission se fait en polarisation circulaire gauche. La principale difficulté de leur étude est d’optimiser le diagramme d’illumination du réflecteur pour obtenir le gain spécifié dans toute la zone de couverture.
Les technologies utilisées dans la fabrication des réflecteurs de toutes les antennes évoquées dans ce chapitre ainsi que dans celle des répartiteurs des antennes multisources sont décrites dans le chapitre suivant qui traite des technologies en général.
Pendant une période rendue difficile par l’absence de commandes, de 1974 à 1978, le Laboratoire Antennes ne reste pas inactif et entame des études sur les antennes à faisceaux formés dont le besoin est prévisible dans les futurs satellites de télécommunications.
Dans le cadre d’une proposition pour le satellite brésilien Brazilsat, une étude détaillée, suivie de la réalisation d’une maquette, est entreprise pour la source primaire de l’antenne d’émission à 4 GHz dont la zone de couverture doit épouser au mieux les contours du territoire brésilien. Afin d’effectuer les calculs nécessaires, le Service Antennes fait appel au logiciel PROFIL développé par la Division Radars de Surface (DRS) de Thomson-CSF. La proposition pour Brazilsat n’ayant pas été couronnée de succès, l’antenne ne dépassera pas le stade de la maquette. Sa source primaire, composée de neuf cornets hexagonaux, réalisés en composite graphite-époxy, figure toujours au «musée» du Laboratoire Antennes.
Dans les études et réalisations suivantes, qui commencent en 1979 pour le satellite Telecom 1, les acquis de Symphonie et de Brazilsat sont largement utilisés. Ainsi qu’il est exposé dans le chapitre consacré à Telecom 1, le cornet de réception en bande C et les deux cornets (émission et réception) en bande X, tous trois à couverture globale, sont déduits de ceux de Symphonie. Le diamètre de leur ouverture est égal à trois à quatre longueurs d’onde, et leur longueur hors tout est égale à huit à dix longueurs d’onde. Leur gain atteint 20 dB dans l’axe et 16,8 dB en limite de couverture.
L’antenne à réflecteur semi-globale en bande C est alimentée par une source multiple formée de cinq hélices. Afin de limiter les pertes, la connexion à l’émetteur, prévue initialement en coaxial, est finalement effectuée en guide d’onde. Chacune des deux antennes à couverture de zone en bande Ku est faite d’un réflecteur elliptique et d’un cornet d’alimentation rectangulaire. L’une d’elles a en fait un cornet double permettant l’émission en bande Ku vers la métropole et l’émission d’un pinceau fin en bande C vers la zone Antilles-Guyane.
Brazilsat et Telecom 1 ont donné l’occasion au Service Antennes de perfectionner le logiciel PROFIL en l’adaptant de plus près aux besoins des antennes à couverture de zone.

La première source d’antenne bande C en fibre de carbone (Brazilsat)
Les antennes des satellites TDF 1 et TDF 2, conçues à partir de 1980 pour être mises en orbite respectivement en 1988 et 1989, profitent de ces améliorations. L’antenne de réception fonctionne en bande Ka (18 GHz). Sa source d’alimentation est un simple cornet circulaire corrugué. Son réflecteur, toujours fabriqué en composite graphite-époxy, est circulaire, d’un diamètre de deux mètres.
Il assure un angle d’ouverture relativement faible, les stations d’émission des signaux de télévision et de télécommande étant localisées dans une zone relativement réduite. L’antenne d’émission multi-source en bande Ku, qui doit couvrir les pays francophones de l’Europe occidentale et permettre également une réception acceptable en Afrique du Nord, possède neuf sources en guide à section hexagonale. Son réflecteur a une forme elliptique assez allongée (2,4 x 0,9 m).
En 1984, une menace d’interruption pèse sur l’activité Antennes, le contrôle de gestion ayant constaté que sa rentabilité laisse à désirer. Cette situation donne lieu à quelques discussions. Certains suggèrent de fusionner les laboratoires Antennes d’Alcatel Espace et d’Alcatel Telspace. En fait, ils ne se rendent pas compte des différences fondamentales, aussi bien techniques que technologiques, qui séparent les antennes destinées aux liaisons point à point des faisceaux hertziens ou des stations terriennes des antennes à faisceaux formés et à couverture de zone de la plupart des satellites de télécommunications. Finalement, le caractère stratégique de l’activité Antennes peut être démontré : elle constitue l’un des atouts majeurs dans les prétentions d’ATES à confirmer sa vocation de maître d’œuvre de charges utiles de satellites de télécommunications. Les investissements relativement lourds qui y ont été consacrés ont permis d’affirmer, vis-à-vis de la concurrence, une excellente position qu’il serait très dangereux d’abandonner sans compromettre les chances de la société dans son domaine de prédilection.
Un nouveau pas est franchi dans la technique des antennes à l’occasion du programme Eutelsat II. Aussi bien dans l’antenne d’émission que dans celle de réception, le besoin de reconfigurer par télécommande la zone de couverture conduit à augmenter le nombre de sources d’alimentation qui atteint la vingtaine. De plus, à l’émission et à la réception, on utilise des polarisations linéaires croisées pour contribuer à la séparation des canaux adjacents. Dans ce but, chaque antenne possède un réflecteur en Kevlar à double grille permettant une grande discrimination de polarisation (36 dB) et recouvert d’un écran thermique dichroïque.

Source d’alimentation de l’antenne d’émission de TDF1 (bande Ku).
Source d’alimentation d’antenne d’Eutelsat II en bande Ku
Les puissances d’émission relativement importantes utilisées dans Eutelsat II sont à l’origine de l’apparition de produits d’intermodulation passive (PIMP), bien connus dans les faisceaux hertziens mais nouveaux pour ATES dans les conditions du vide spatial. Les connaissances s’enrichissent des procédés de maîtrise des PIMP et de la mise en œuvre des bancs d’essais correspondants.
Des techniques analogues à celles utilisées dans Eutelsat II sont reprises dans le programme Telecom 2.
En 1987-1988, les premiers travaux sur les antennes actives sont engagés, tant pour les futures antennes de télécommunications que pour les applications militaires ou l’observation par radar. Ces études permettent de mettre au point des amplificateurs de puissance à l’état solide de haut rendement, les déphasages en amont étant réalisés avec des circuits MMIC (microélectronique hyperfréquences intégrée monolithique).
Le développement des sources actives, pleinement encouragé par le CNES et l’ESA, dans un domaine où ATES a une avance incontestable et fait preuve d’un grand volontarisme, avec des équipes compétentes et motivées, marque une évolution majeure de l’activité Antennes, en la rapprochant de l’activité Équipements et en faisant progresser celle-ci.
Suite à la grande complexité atteinte par les sources multiples d’antennes telles que celles d’Eutelsat II, un virage technique est entamé à partir de 1991 pour revenir à des sources primaires plus simples en utilisant des réflecteurs formés. De nouveaux développements de logiciels de simulation et de conception des réflecteurs sont lancés en 1992.
Les moyens d’essais d’antennes
Les premiers moyens d’essais utilisés au Département ESA pour vérifier les diagrammes de rayonnement des antennes du satellite Symphonie sont ceux qui sont déjà en exploitation pour les activités de missiles. Sur la terrasse du bâtiment de Vélizy, une base de mesures de quelques dizaines de mètres est équipée, à une extrémité, d’un générateur de signaux et d’une petite antenne, et, à l’autre, d’un plateau tournant destiné à recevoir l’antenne à tester avec un récepteur permettant de mesurer le niveau du signal à la sortie de l’antenne.
Peu à peu, le dispositif se perfectionne pour aboutir à un enregistrement automatique des diagrammes, c’est-à-dire du niveau de la puissance de sortie de l’antenne en fonction de sa position angulaire.
Pour des mesures nécessitant une base plus longue, il est toujours possible d’utiliser la base de la Division Radars de Surface, située en région parisienne, à Limours. Ce sera le cas au cours de l’étude des antennes de Telecom 1. À partir de 1984, des essais sur base longue sont également effectués sur la base du CNET, à la Turbie.
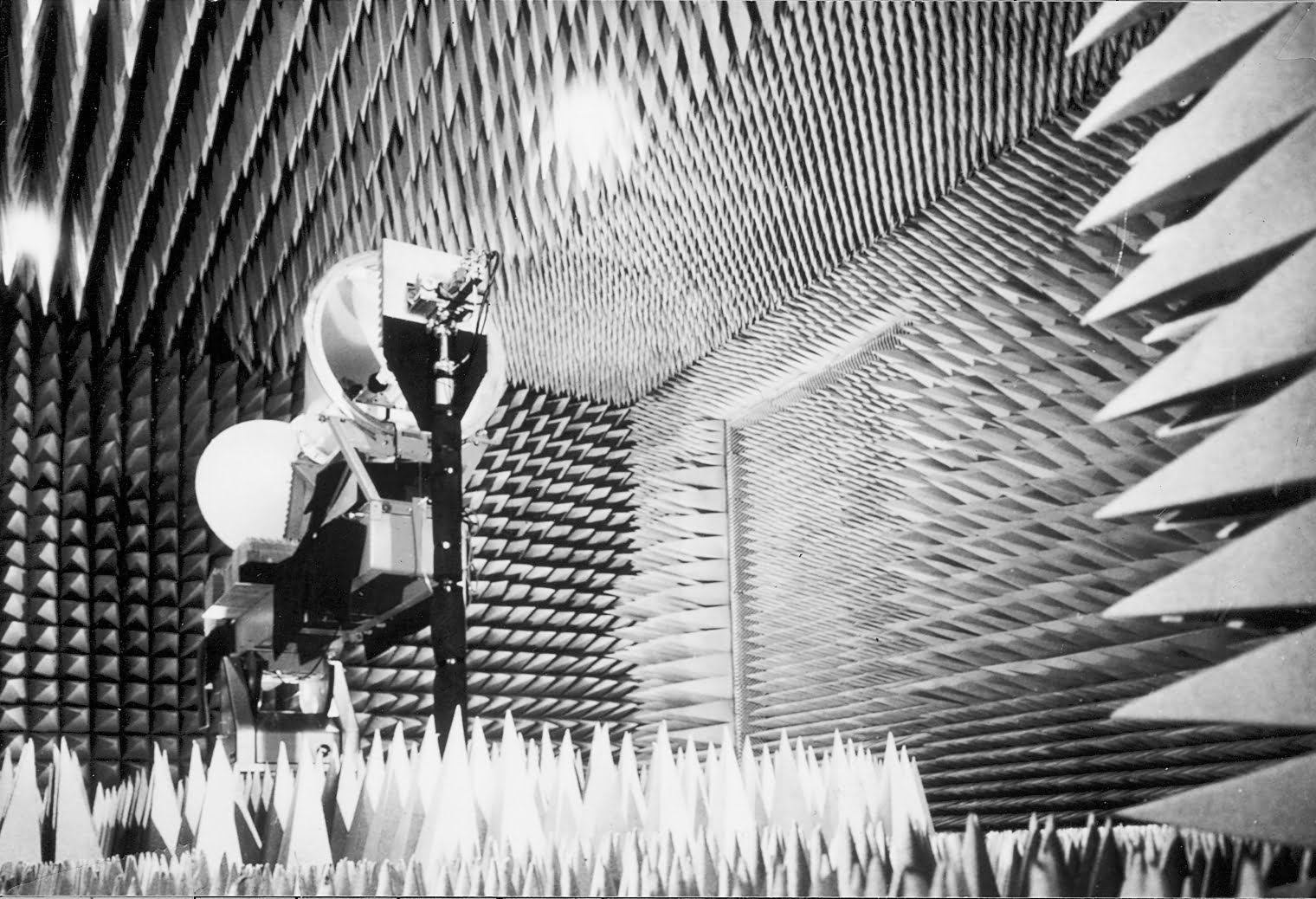
La chambre anéchoïque de Candie
Dès 1983, des moyens très performants sont mis en place à Toulouse. Une base de mesures en champ lointain est aménagée sur la terrasse du bâtiment d’intégration, le Laboratoire Antennes étant installé au niveau immédiatement inférieur. Un radôme pressurisé abrite un plateau tournant équipé pour effectuer des relevés entièrement automatiques. Ce plateau est monté sur une plate-forme qu’un vérin hydraulique permet de faire descendre au niveau de la salle d’intégration.
Les débuts de cette installation sont marqués par quelques incidents. Durant les essais en charge préalables à la réception du vérin, le tube de ce dernier, au moment où la plate-forme arrive au niveau du radôme, se met à «flamber», prenant une forme en S. Heureusement la plate-forme ne redescend que d’environ 1,50 mètre puis se bloque en position oblique. Les concepteurs en sont quittes pour reprendre leurs calculs, ainsi d’ailleurs que la société qui les a certifiés conformes aux normes de sécurité. Plus tard, une partie des bancs d’essais sera détruite par la foudre.
Ces moyens évoluent constamment par adjonctions successives de nouveaux systèmes de relevés automatiques et par la mise en œuvre d’une deuxième base d’essais, avec un deuxième radôme.
L’évolution des techniques de conception des antennes entraîne par ailleurs une évolution corrélative des moyens d’essais. Dès 1989-1990 plusieurs voies sont examinées simultanément.
Le développement prévisible des antennes réseaux, actives ou passives, rend nécessaire l’exécution de mesures rapides et précises en champ proche. Cela impose à la fois de grandes chambres anéchoïques, des bancs de positionnement et de déplacement de sondes de mesure précis, rigides, et de grandes dimensions (réseaux de sources de plusieurs mètres), ainsi que le développement des logiciels correspondants.
Les investissements, très importants, s’étalent de 1989 à 1992-93 et l’on peut considérer qu’à cette date ATES dispose d’ensembles de mesure correspondant parfaitement aux besoins engendrés par les antennes réseaux, actives ou passives.
Parallèlement, la lourdeur des essais classiques sur base longue, au niveau d’antennes complètes (ensemble source plus réflecteur), les aléas propres à ces bases dus aux intempéries, amènent à envisager l’utilisation de «bases compactes». Une base compacte n’est autre qu’une base longue installée en chambre anéchoïque, repliée grâce à des jeux de miroirs, les effets parasites introduits par les miroirs étant corrigés par des logiciels appropriés, paramétrés dans chaque cas d’antenne par au moins une série de mesures en base longue.
Le développement d’une telle base au CNES (quoique ne répondant pas à l’époque aux besoins d’ATES) est un obstacle à la participation de celui-ci au financement d’une base à ATES. Parallèlement, l’Aérospatiale engage de gros investissements à Cannes pour s’équiper d’une base compacte. LORAL, de son côté, s’est également équipé.
Compte tenu de l’importance des investissements matériels et logiciels engagés par ATES pour les bases en champ proche, qui sont prioritaires, le projet de création d’une base compacte est mis en sommeil en 1992. Il y a lieu de remarquer que la base compacte est plus nécessaire à ceux qui font des essais sur des satellites complets qu’à ceux qui étudient et construisent les seules antennes. C’est pourquoi les ensembliers, maîtres d’œuvre de satellites, sont les premiers à s’en doter. La progression continue des responsabilités d’ATES dans le domaine des satellites rendra nécessaire l’accès à ce type de moyen d’essais, in situ ou autrement.

Candie en 1987 avec sur le bâtiment d’intégration, les 2 radômes du laboratoire antennes, et au premier plan le pylône de la base longue de mesures
Les répéteurs de télécommunications
Les premiers travaux sur des répéteurs de télécommunications sont exécutés dès 1968 en vue du programme Symphonie par des ingénieurs de Thomson et de CSF qui commencent par s’affronter sur ce que doit être le schéma des répéteurs. D’un côté on préconise l’utilisation de schémas et de composants déjà éprouvés dans les matériels de faisceaux hertziens, de l’autre on veut introduire des méthodes et des composants d’avant-garde tels que, par exemple, une diode Schottky dans le mélangeur de réception. Ces querelles s’apaisent lorsque, après la fusion de Thomson et de CSF et l’opération de «symétrisation» du programme, le schéma retenu pour les répéteurs est finalement celui proposé par la société allemande Siemens.
Thomson-CSF se voit attribuer la responsabilité de la réalisation des oscillateurs locaux et des mélangeurs d’émission. Les études de maquettes sont effectuées par la Division DFH, le Département ESA prenant la suite pour réaliser les modèles suivants, des modèles d’identification aux modèles de vol.
La charge utile du satellite est composée de deux répéteurs en bande C (6/4 GHz), d’une largeur de bande de 90 MHz et réglés sur deux fréquences différentes. L’oscillateur local, qui est le seul élément redondant, est commun aux deux chaînes de réception et d’émission. À partir d’un maître oscillateur suivi de circuits multiplicateurs délivrant une fréquence de 2 225 MHz, un multiplicateur par trois produit une fréquence de 6 675 MHz destinée au mélangeur de réception, et un multiplicateur par deux produit une fréquence de 4 450 MHz destinée au mélangeur d’émission. De ce fait, les fréquences intermédiaires sont différentes selon les chaînes.
Dans l’étude de l’oscillateur local le principal souci est d’assurer la stabilité de fréquence d’une manière fiable. L’utilisation classique d’un thermostat ne paraît pas, a priori, pouvoir assurer une fiabilité suffisante. On se tourne vers l’utilisation, dans les circuits, de composants (sensistors) à coefficients de température judicieusement choisis. C’est l’un d’eux qui est la cause la plus vraisemblable de la panne, survenue en vol, de l’oscillateur local de Symphonie 1. Les circonstances de cette panne et les investigations qui la suivront sont relatées dans le chapitre consacré à Symphonie.
Le mélangeur d’émission, à simple diode, est d’une conception classique dérivée de celle des matériels de faisceaux hertziens de l’époque.
Les récepteurs
L’étape suivante, dans le développement des matériels de répéteurs, est franchie, à partir de 1973, à l’occasion des programmes de l’ESRO/ESA : OTS, MAROTS et MARECS. C’est cette organisation qui finance les premières études dans la bande Ku (14 GHz), donnant à l’industrie européenne de l’époque une avance incontestable dans ce domaine.
Récepteur large bande pour le satellite OTS
Dans le récepteur d’OTS, dont la maquette est étudiée à DFH et dont les modèles suivants sont réalisés au Département ESA, la principale innovation technique est celle d’un mélangeur symétrique à récupération de fréquence image, permettant une amélioration du facteur de bruit par rapport à celui d’un mélangeur conventionnel. Le même type de récepteur, à quelques détails près, est fabriqué pour le satellite MAROTS qui ne sera jamais lancé, l’Agence ayant entre-temps décidé de passer à la bande C pour cette catégorie de satellites.
C’est pour les récepteurs d’OTS qu’est mise au point et qualifiée pour l’usage spatial la technologie des circuits hyperfréquences en couches minces obtenues par évaporation sous vide.
Les performances du mélangeur qui peut, dans certains cas, permettre de faire l’économie d’un amplificateur paramétrique à l’entrée du récepteur, sont largement à l’origine de l’obtention, en 1977, d’un contrat pour la fourniture à la société TRW de soixante-dix récepteurs destinés aux satellites TDRSS construits pour la NASA. Ces récepteurs sont conçus pour fonctionner dans cinq bandes de fréquences réparties entre 14 et 15,2 GHz. Ils comprennent un mélangeur à très faible facteur de bruit, un amplificateur à fréquence intermédiaire (0,6 à 1,6 GHz), un amplificateur et un multiplicateur de la fréquence de l’oscillateur local, ce dernier ne faisant pas partie de la fourniture. Pour les circuits de microélectronique, les couches épaisses sérigraphiées sont encore utilisées.
De 1978 à 1982 la famille des récepteurs dérivés de ceux d’OTS est, moyennant quelques adaptations, utilisée pour les cinq satellites successifs de la série ECS, puis pour Telecom 1 entre 1980 et 1983. Dans ces deux programmes, les amplificateurs paramétriques d’entrée sont approvisionnés à l’extérieur. Ils sont suivis, dans chaque récepteur, d’un étage d’amplification équipé d’un transistor à effet de champ qui précède le mélangeur.
Alors que, dans OTS et dans ECS, la fréquence intermédiaire est d’environ 1 GHz, le récepteur de Telecom 1 convertit directement les signaux reçus dans la bande des 14 GHz en signaux à la fréquence de réémission dans la bande des 12 GHz.
Le programme MARECS, décidé par l’ESA en 1978 pour remplacer MAROTS, donne l’occasion au Département Espace-Satellites, devenu DSP, de reprendre pied dans la bande C où il n’a eu aucune activité depuis Symphonie. L’étude du récepteur de MARECS consiste largement en une transposition des techniques et des technologies mises au point au cours des années précédentes pour la bande Ku.
Ce récepteur est reproduit, avec quelques améliorations, pour Telecom 1 en vue d’en faire un matériel de catalogue. Il comprend un préamplificateur à faible bruit, d’un facteur de bruit inférieur à 4 dB, un mélangeur 6/4 GHz et un oscillateur local piloté par quartz, avec un bloc d’alimentation pouvant s’adapter à une alimentation du satellite régulée ou non.
Dans Intelsat VI, à partir de 1982, le Département DSP, qui fait désormais partie de la nouvelle Division DES, met en œuvre les acquis de tous les programmes précédents, car il doit fournir des récepteurs en bande C, des récepteurs en bande Ku et des OMUX en bande C dont il sera question plus loin. Les récepteurs ont semblé, au départ, pouvoir être dérivés sans trop de difficultés de ceux déjà développés pour Telecom 1. En fait l’obtention des performances requises, en particulier celle du facteur de bruit, nécessite un certain nombre de reprises de détails dont la mise au point est assez longue.
Avec TDF 1, un nouveau pas est franchi pour opérer en bande Ka (17,3-18,1 GHz). Le récepteur dans cette bande utilise un préamplificateur équipé d’un transistor à effet de champ suivi d’un mélangeur à diode Schottky fournissant directement la fréquence de réémission à 12 GHz.
La ligne de produits des récepteurs en bande Ku continue avec les programmes Eutelsat II, puis Telecom 2, avec une évolution recherchant la réduction des coûts et des délais de livraison.
Dans le programme Artemis, ATES commence le développement de nouveaux éléments de récepteurs fonctionnant en bande Ka : préamplificateurs à faible bruit et convertisseurs de fréquences.
Les filtres
Le programme OTS fournit également l’occasion à la Division DFH et au Département ESA de donner naissance à une ligne de produits dans le domaine des filtres hyperfréquences. Dès le début des années soixante-dix, la Division DFH a entamé la mise au point de programmes de conception assistée par ordinateur (CAO) pour le calcul de ces filtres. Ces programmes sont mis en œuvre en particulier dans le domaine des filtres démultiplexeurs de canaux (IMUX) placés à la sortie des récepteurs à large bande des répéteurs de satellites, ainsi que dans celui des filtres multiplexeurs de canaux placés à la sortie des émetteurs (OMUX).
Dans OTS, le Département ESA, avec l’assistance de la Division DFH, fournit l’ensemble multiplexeur de sortie en bande Ku (12 GHz) qui rassemble, pour les envoyer vers l’antenne d’émission :
– deux canaux d’une largeur de bande de 40 MHz chacun;
– deux canaux d’une largeur de bande de 120 MHz chacun;
– deux canaux d’une largeur de bande de 5 MHz chacun, destinés à des essais de propagation et à des transmissions à bande étroite.
Dans la série des cinq satellites ECS, construits à partir de 1978, les OMUX, réalisés au Département DSP (ex-ESA), toujours avec l’assistance de DFH, sont beaucoup plus complexes. L’ensemble des répéteurs comprend neuf canaux fonctionnant simultanément, chacun d’une largeur de bande de 80 MHz, avec un système de commutation permettant d’activer, en cas de besoin, trois TOP supplémentaires placés en redondance.
Les filtres élémentaires sont faits de cavités cylindriques bimodes couplées entre elles par des iris, avec les entrées et les sorties en guide rectangulaire. Pour le démultiplexage ils sont couplés par iris à un manifold en guide rectangulaire. Le matériau utilisé est l’Invar.
Dans Telecom 1, aussi bien pour les OMUX que pour les IMUX, les techniques utilisées sont très voisines. Deux IMUX séparent respectivement les trois canaux pairs et les trois canaux impairs en bande Ku, chacun d’une largeur de bande de 36 MHz. De même, deux OMUX rassemblent respectivement les canaux pairs et impairs pour les envoyer vers deux antennes différentes. Le matériau utilisé pour leur construction est l’Invar. Pour la bande C, deux IMUX traitent respectivement les signaux des canaux pairs et impairs. Trois d’entre eux sont ensuite repris par un OMUX avant d’être appliqués à l’antenne dite semi-globale. Le quatrième passe par un simple filtre passe-bande avant d’être envoyé vers un cornet faisant partie de l’une des antennes d’émission en bande Ku. Deux de ces canaux ont une largeur de bande de 40 MHz et les deux autres une largeur de 120 MHz. À cause des contraintes de poids, les IMUX et les OMUX en bande C sont réalisés en matériau composite à base de fibres de carbone.
Les IMUX de TDF 1 et de TDF 2, qui doivent séparer cinq canaux de 40 MHz chacun à 12 GHz, sont d’une conception analogue à ceux de Telecom 1.
Dans Intelsat VI, les OMUX donnent l’occasion d’utiliser, pour la première fois, une technologie de l’Invar mince pour laquelle un brevet vient d’être déposé. Leur développement ne donnera lieu à aucune difficulté particulière.
Dans Eutelsat II et Telecom 2 apparaissent des multiplexeurs à canaux adjacents dans la bande des 12 GHz alors que dans Telecom 1 les multiplexeurs traitent séparément les canaux pairs et les canaux impairs.
Telecom 2 voit également la mise en œuvre, dans la bande des 4 GHz, d’un type nouveau de démultiplexeurs à résonateurs diélectriques.
Les amplificateurs de canaux
Les premiers amplificateurs de canaux (Channel Amp.) sont étudiés pour Telecom 1. Placés à la sortie de l’IMUX en bande Ku, ils amplifient les signaux à 12 GHz à un niveau suffisant avant de les envoyer vers les étages amplificateurs de sortie à TOP. Ils utilisent des transistors à effet de champ. Des amplificateurs analogues seront réalisés pour TDF 1.

Les générations successives d’amplificateur de canaux ou CAMP
Le programme Eutelsat II qui suit donne l’occasion de nouveaux développements, en particulier dans le domaine de la technologie des couches minces. Les amplificateurs de canaux développés pour ce programme seront, grâce à leur succès, une véritable rampe de lancement pour l’activité équipements, car ils démontrent qu’à cette époque la prise de risques liée à l’innovation est devenue beaucoup plus payante que le confort de l’immobilisme.
C’est ainsi que, sur un point aussi fondamental que la technologie de base des hyperfréquences, ATES est le premier qualifié par l’ESA pour les amplificateurs de canaux.
Ces amplificateurs, aussi bien en bande Ku qu’en bande C, sont devenus l’un des produits phares de la société, vendus dans de nombreux programmes : Arabsat, Turksat, Hot Bird, Nilesat, etc. D’après Espace Info, le millième doit être livré en 1998. L’évolution de leurs technologies de fabrication est exposée au chapitre suivant.
Les amplificateurs de puissance
Une étude fut faite, en 1974, d’un étage de puissance à l’état solide en bande L (1,5 GHz) en prévision du programme MAROTS. À cette époque, la puissance que l’on pouvait espérer obtenir des transistors disponibles sur le marché dans cette bande de fréquences ne dépassait pas quelques watts (10 au maximum). Pour obtenir les 50 watts requis, l’étude consista à mettre au point les circuits hybrides de couplage permettant de mettre en parallèle un nombre suffisant de transistors. La construction de la maquette fut interrompue après que le maître d’œuvre de la charge utile eut décidé de fournir lui-même l’émetteur.

Maquette du premier amplificateur de puissance en bande L (1550 MHz) à l’état solide – 50 watts (1974)
Par la suite, DSP ne tentera pas, avant les années quatre-vingt, de pénétrer dans le domaine des amplificateurs en bande C ou en bande Ku. Ces derniers utilisent des tubes à ondes progressives fournis par Thomson-CSF, AEG-Telefunken, Hughes ou Watkins-Johnson. Les mêmes sociétés peuvent fournir les alimentations associées (EPC) et donc les amplificateurs complets (ATOP). Les unités successives DSP, DES et ATES leur achètent les ATOP nécessaires pour équiper les répéteurs dont elles ont la responsabilité.
À l’occasion du programme TELE X, un dispositif «linéariseur» d’ATOP est développé. Ce circuit effectue, sur le signal entrant dans l’amplificateur, une pré-correction destinée à corriger les non-linéarités introduites dans la transmission par le TOP.
C’est pour les satellites Telecom 2 que sont étudiés et réalisés les premiers amplificateurs de puissance en bande C (4 GHz) à l’état solide.
Le développement d’amplificateurs de puissance de 30 watts à l’état solide fonctionnant en bande S (2 GHz) est entrepris en 1993 pour le programme Artemis.
Les répéteurs complets
Si l’on excepte les exercices de conception d’ensemble faits à l’occasion de la proposition de Symphonie et de celle d’Aerosat, les premiers travaux de définition et de réalisation d’un ensemble de répéteurs sont exécutés et menés à leur terme au cours du programme Telecom 1.
Comme il est dit dans le chapitre consacré à ce programme, il faut faire cohabiter dans un même satellite trois répéteurs fonctionnant dans trois bandes de fréquences différentes, C, X et Ku, sans compter la TM-TC en bande S. Il s’agit en quelque sorte d’une «première mondiale» en la matière.
Un gros travail de simulation est nécessaire pour définir le plan de fréquences en évitant, dans la mesure du possible, tout risque d’interférences.
Les répéteurs en bande X sont entièrement sous-traités. Dans les autres bandes, outre les récepteurs, les IMUX et les OMUX, dont il a été question plus haut, des amplificateurs de canaux à l’état solide sont développés pour alimenter les étages de puissance à TOP en bande Ku.
Les répéteurs suivants où le département DSP est maître d’œuvre sont ceux de TDF 1, bien qu’il ait fallu, à cause de TV-Sat, discuter âprement de leur conception avec le partenaire allemand ANT. Outre les équipements déjà mentionnés ci-dessus, DSP étudie et réalise les amplificateurs de canaux à 12 GHz à l’état solide. Les autres équipements de l’ensemble répéteurs sont développés par ANT.
ATES poursuit son activité dans le domaine de la conception et de la réalisation de sous-systèmes répéteurs dans Telecom 2 (bandes C, Ku et X), dans IOC (bandes Ku et Ka) et dans Turksat (bande Ku).
L’électronique de SPOT
Les caractéristiques générales des deux sous-ensembles réalisés par DSP pour SPOT sont décrites dans le chapitre consacré à ce programme.
Dans l’électronique HRV, les développements nouveaux portent plus particulièrement sur la numérisation des signaux et la mise au format des signaux fournis par les détecteurs des instruments.
Dans la télémesure charge utile (TMCU), plusieurs disciplines sont mises en œuvre, de l’électronique vidéo assurant divers traitements, séquencements, mises au format, commutations et finalement modulations de signaux en QPSK à 50 mégabits/seconde, jusqu’à la génération des fréquences porteuses en bande X et l’émission au moyen de TOP de 20 watts.
Les matériels de radars et les techniques numériques
Dans le programme ERS, qui s’étale de 1981 à 1989 pour ERS 1, puis de 1990 à 1993 pour ERS 2, DSP, DES puis finalement ATES font connaissance avec plusieurs nouvelles techniques.
Après un certain nombre d’études «papier» conduites à partir de 1973, les principales nouveautés techniques mises en application dans le domaine spatial pour les matériels que ATES est chargée de réaliser se trouvent dans le domaine des circuits radiofréquences et dans celui des circuits numériques.
Dans la partie radiofréquences, il y a lieu de citer :
– l’utilisation de lignes dispersives à ondes de surface pour étaler l’impulsion radar avant l’amplification de puissance et la comprimer à la réception;
– la réalisation d’une enceinte thermostatée de haute précision pour garantir la stabilité des performances;
– la réalisation de commutateurs en guide à ferrite pour assurer la redondance des amplificateurs de puissance;
– la réalisation de limiteurs destinés à isoler les récepteurs pendant l’émission de l’impulsion.
Une partie de ces développements sont sous-traités ou effectués avec l’assistance d’unités spécialisées du groupe Thomson. Le détail en est donné dans le chapitre consacré au programme ERS.
À l’époque de ce programme, les technologies mises en œuvre jusqu’alors dans les circuits numériques ne sont plus compétitives. Pour remédier à ce problème, et dans le cadre de la coopération avec la Division AVS de Thomson CSF, qui a été poursuivie dans le domaine des applications radar, la technologie CMS (Composants Montés en Surface) développée par cette Division est mise en œuvre et transposée pour les applications spatiales. Les détails en sont donnés au chapitre suivant consacré aux technologies.
Ensuite, très rapidement, l’introduction de circuits ASIC de haute densité amène à redévelopper une technologie performante propre à ATES.
Il y a lieu de noter que, d’une manière générale, la grande prudence des agences spatiales vis-à-vis des évolutions technologiques est, au départ, un obstacle aux évolutions rapides, seules capables d’assurer la compétitivité. En 1990, la durée du cycle de qualification du CNES ou de l’ESA peut dépasser la durée de vie compétitive des composants ou des technologies concernés. Cette attitude évoluera ensuite, tant grâce à la pression de l’évolution mondiale des technologies numériques qu’à la réussite des premiers marchés pris par ATES dans ce domaine.
L’introduction de ces nouvelles technologies, ainsi que des nouvelles techniques mises en œuvre, notamment en matière numérique, ne peut se faire dans de bonnes conditions que grâce à la mise en place progressive, dès 1985 :
– d’outils de conception assistée et de leur intégration dans un ensemble cohérent de XAO mécanique, électrique, thermique;
– d’outils logiciels d’essais automatiques;
– d’outils de calcul associés.
Il serait fastidieux d’énumérer tous les progiciels utilisés qui évoluent et continueront d’évoluer sans cesse (cf. chapitre sur l’informatique).
On peut simplement affirmer que la compétitivité d’Alcatel Espace en tant que fournisseur d’équipements s’est affirmée au fil du temps grâce à la simultanéité :
– de l’existence de structures adaptées : lignes de produits, ingénieurs responsables de produits, système de suivi des coûts et des délais (Artemis);
– d’une innovation permanente technique et technologique;
– de l’utilisation maximale des techniques de conception assistée par ordinateur et d’outils de calcul dans un système global cohérent.
5.2 – Les technologies
La conception et la fabrication de tout équipement de télécommunication nécessitent la maîtrise de plusieurs techniques complémentaires : électronique, mécanique, technologie, etc.
La technologie est la technique relative aux matériaux et aux procédés de fabrication. Elle en définit les caractéristiques ainsi que les conditions de mise en œuvre et d’emploi. Une technologie (ou filière technologique) est l’ensemble des matériaux et procédés permettant de réaliser une pièce ou un ensemble.
La règle de sécurité pour un équipement embarqué dans un satellite est que toute nouvelle technologie utilisée doit avoir fait la preuve de son aptitude à un vol spatial, c’est-à-dire :
– à un long stockage au sol avec risque d’humidité (risque de corrosion);
– à de fortes vibrations pendant le lancement (risque de casse);
– à une longue durée de vie en orbite (sans possibilité de dépannage), sous vide (c’est-à-dire sans possibilité de transmission de chaleur par convection) et avec de très nombreuses et diverses variations cycliques de température, liées à la position du satellite par rapport au soleil et à la position de l’équipement dans ou sur le satellite, ainsi qu’aux «arrêt-marche» des équipements dissipatifs (c’est-à-dire avec des dilatations thermiques déformant les pièces ou créant des contraintes répétées susceptibles de causer des ruptures par fatigue).
D’autres considérations conditionnent les choix technologiques, telles que le poids minimal, lié à la capacité limitée du lanceur, l’absence de dégazage risquant de polluer les optiques et d’intoxiquer les équipages, etc.
La caractérisation d’un matériau, ou du résultat d’un procédé, est effectuée par des technologues avec les moyens de mesure, d’analyse et d’essai du Laboratoire de Physico-chimie. La vérification de l’aptitude au vol spatial d’une technologie fait l’objet d’une qualification formelle, avec des pièces représentatives de ses limites, soumises à des essais accélérés représentatifs d’un vol, sous contrôle du Service Qualité.
Au début de l’activité spatiale il n’y avait pas de service interne spécialisé en technologie. Le Bureau d’Études et le Service Méthodes-Fabrication en assuraient la fonction. Un Service à part entière a été créé très tôt à la demande du CNES.
Ce Service a reçu pour mission :
– de proposer des matériaux et procédés selon les besoins exprimés par les concepteurs;
– de caractériser chacun d’eux par une spécification de définition;
– d’en établir les règles d’emploi (spécification de conception);
– d’assister les services de fabrication pour la mise en place des moyens de production associés (choix et installation des machines, instructions de fabrication et formation du personnel);
– d’établir et de conduire les programmes aboutissant à leur qualification;
– d’assister les services concernés en cas de difficulté d’utilisation ultérieure.
Jusqu’en 1997, plus de huit cents spécifications technologiques ont été rédigées. Il serait fastidieux de raconter ici l’histoire de chacune. Seules les principales technologies sont évoquées en indiquant les raisons de leur choix, de leur évolution, et éventuellement de leur abandon. Les pièces mécaniques et les assemblages électroniques sont considérés séparément.
Les pièces et assemblages mécaniques
Il s’agit des antennes, guides d’ondes, structures, coffrets d’électronique, et de toutes les pièces réalisées par les ateliers de mécanique, de galvanoplastie et de plasturgie.
Les principaux matériaux utilisés
La recherche du poids minimal a conduit au choix, pour les pièces très ouvragées, d’un métal léger, facile à usiner et peu coûteux tel que l’aluminium, ou plutôt un de ses alliages à bonne tenue mécanique. Les pièces structurales, généralement formées et de grandes dimensions, sont conçues de préférence en matériau composite en fibres (unidirectionnelles ou tissées) imprégnées de résine thermodurcissable.
Mais des contraintes spécifiques ont imposé d’autres choix :
– les pertes minimales d’énergie sont obtenues avec des métaux à haute conductibilité électrique tels que l’argent ou l’or (pour revêtements de surface);
– la régulation thermique «par conduction» est favorisée par des métaux à haute conductibilité thermique tels que l’argent ou ses alliages (pour cales thermiques);
– le besoin de grande stabilité dimensionnelle est satisfait avec des matériaux à coefficient de dilatation thermique quasi nul tels que l’Invar (Fe-Ni) ou un composite à base de fibres de carbone;
– le brasage d’une céramique sur un support métallique nécessite le choix de métaux à coefficients de dilatation thermique adaptés tels que le Kovar (Fe-Ni-Co) pour l’alumine ou le titane pour les ferrites;
– les petites pièces usinées au tour sont en bronze au béryllium;
– les guides d’ondes souples sont réalisés en alliage de cuivre, les blindages magnétiques en Mumétal (Ni-Cu-Co), les pièces de visserie en acier inox ou en titane plus léger, etc.
Les procédés de mise en forme des pièces métalliques
À l’origine les pièces métalliques étaient usinées avec les moyens traditionnels de mécanique par fraisage dans la masse (ex. : boîtiers), par tournage (ex. : sources coniques), par mortaisage pour obtenir des angles vifs (ex. : filtres hyperfréquences), par emboutissage ou matriçage ou extrusion (ex. : corps de guides d’ondes), ou en tôlerie (ex. : cornets à ailettes en aluminium repoussé pour Telecom 1).
Ces procédés ont évolué par la suite pour des raisons techniques et économiques :
– le fraisage a été effectué par des machines à commande numérique de plus en plus performantes en manipulation des pièces, en vitesse et en précision d’usinage;
– l’amincissement local de parois, pour alléger les pièces, a été obtenu sans déformation par une gravure chimique moins brutale que le fraisage;
– le mortaisage a été remplacé par l’électroérosion par enfoncement;
– l’emboutissage a été remplacé par la découpe par électroérosion à fil ou par faisceau laser;
– le détourage de toutes sortes de matériaux est aussi effectué par découpe au laser ou par découpe au jet d’eau à très haute pression dans le cas des matériaux mous (joints hyper).
Certaines pièces de forme complexe ne peuvent pas être obtenues directement par ces procédés. La solution habituelle est de les décomposer en pièces élémentaires simples, usinables, qui sont ensuite assemblées par vis ou par brasage.
Ce n’est pas toujours possible car, pour certaines formes, il faudrait un nombre infini d’éléments. Cependant, de telles pièces ont pu être réalisées directement par moulage. Ainsi les guides «Twist» (pour Eutelsat 2) ont été obtenus en fonderie d’aluminium à cire perdue. Cette technologie très économique a été étendue à toutes sortes de guides et cornets.
Un autre procédé a été utilisé exceptionnellement pour réaliser des pièces de forme interne complexe; c’est la fabrication par électroformage.
Les traitements de surface et revêtements des pièces
L’amélioration de la conductibilité superficielle des pièces, de leur brasabilité ou simplement de leur protection contre la corrosion a nécessité dès l’origine la mise en place de moyens spécifiques de traitements de surface par galvanoplastie.
L’argentage a été le traitement le plus utilisé en hyperfréquences (conduction par «effet de peau»). Déposé par voie électrolytique, il impose quelques contraintes :
– une sous-couche de nickel (ou de cuivre) est nécessaire avec des pièces en aluminium ou en métal ferreux. Son but est de réduire la différence de potentiel de contact entre couches voisines et de supprimer ainsi le risque de corrosion par couple galvanique en présence d’humidité;
– le nickel, métal ferromagnétique, est à éviter pour des raisons de compatibilité électromagnétique dans les équipements sensibles au magnétisme, tels que le magnétomètre embarqué à bord de la sonde Giotto;
– le dépôt électrolytique d’argent n’est pas naturellement uniforme (comme le dépôt chimique du nickel). Il est plus épais sur les parties saillantes des pièces par «effet de pointe» et plus mince dans les creux, voire nul dans les parties cachées. Ce défaut est en partie corrigé en adaptant la forme de l’anode à celle de la pièce à revêtir. Ce n’est pas toujours facile, le mieux étant de concevoir les pièces «ouvertes»;
– enfin, l’argent finit par noircir après une longue exposition à l’air. Il doit être passivé.
C’est pour éviter ce noircissement que le dorage de toutes les pièces a été demandé pour la fourniture en sous-traitance de soixante récepteurs pour le satellite TDRSS en 1975-1976. Cette fabrication a reçu les félicitations du client (TRW pour le compte de la NASA) pour le respect de la qualité et des délais
Par la suite la dorure, très coûteuse, n’a plus été utilisée que dans les cas spéciaux. Le noircissement de l’argenture a été très atténué par l’amélioration de la passivation de l’argent – chromatation chimique – et par le rappel à tous les intervenants de l’obligation du port de gants. Aujourd’hui, la dorure est redevenue le traitement le plus utilisé.
Pour les pièces métalliques ne jouant aucun rôle électrique, un simple traitement de protection contre la corrosion suffit, tel que l’oxydation anodique ou la chromatation chimique «Alodine» pour l’aluminium.
Des petites pièces de forme interne très complexe ont été réalisées par électroformage. Il s’agit d’un dépôt électrolytique épais de cuivre sur une cathode en aluminium, usinée selon la forme à obtenir. L’aluminium est ensuite dissous dans la soude pour ne laisser que la pièce en cuivre. Ce procédé convient surtout pour de petites pièces, compte tenu de la densité élevée du cuivre, (minicornet corrugué fonctionnant à 90 GHz pour un projet de sondeur météo).
Enfin, les parties externes des équipements sont peintes. La peinture joue un rôle de protection et de régulation thermique, soit par absorption (peinture noire), soit par réflexion (peinture blanche). Ces peintures doivent avoir des caractéristiques de tenue aux rayons ultraviolets. Elles ont été qualifiées sous contrôle du CNES, ainsi que leur mode d’application (sous-traitée).
Les procédés de métallisation des matériaux non métalliques seront vus dans les paragraphes sur la plasturgie, les couches minces et les couches épaisses.
Les assemblages de pièces mécaniques
Le mode d’assemblage le plus commode est assurément l’assemblage par vis, mais avec deux inconvénients :
– le premier, d’ordre mécanique, est l’augmentation de masse due aux collerettes et brides nécessaires ainsi qu’aux vis elles-mêmes;
– le second, d’ordre électronique, est lié aux discontinuités locales de forme et de contact des surfaces assemblées, qui perturbent la propagation des ondes hyperfréquences (surfaces non planes et/ou désalignées dues aux tolérances d’usinage et de montage).
L’assemblage sans «fuite électrique» de pièces en tôlerie mince d’aluminium a été réalisé par rivetage et collage conducteur électrique pour les sources d’antennes de Symphonie.
Dans le cas d’émission de forte puissance et avec des antennes à la fois d’émission et de réception, la présence de discontinuités dans les guides crée des IMP (en français, Produits d’Intermodulations Passives ou PIMP), gênants pour la réception. Ce défaut a été très atténué par la création d’une architecture spéciale de brides à lèvres, dites «anti-PIMP» (pour Eutelsat 2).
Le remplacement de la visserie par le soudage, lorsqu’il est possible, supprime ces inconvénients. Le brasage au bain de sel de pièces en alliage d’aluminium a été utilisé très tôt (ex. : ajout de guides). Ce brasage délicat est effectué avec une préforme d’aluminium à point de fusion proche de celui des pièces, au voisinage de 600 °C. Il doit être contrôlé au degré Celsius près car les pièces, maintenues par pression, sont ramollies et peuvent se déformer. Totalement recuites, elles doivent ensuite être durcies par traitement thermique de revenu. Il existe aussi un risque de débordement (coulure) de la préforme ou, à l’inverse, de manque de métal, et dans ce cas un risque d’inclusion de sel dans le joint.
Pour réduire ces risques, le calibrage et le positionnement précis de la préforme peuvent être obtenus à l’aide d’un colaminé : tôle mince en aluminium à bas point de fusion, plaquée sur une tôle en alliage d’aluminium classique. La préforme est obtenue in situ par fraisage superficiel du colaminé. Ainsi, des diviseurs de puissance d’Eutelsat 2 ont été réalisés en deux parties :
– l’une est un monobloc d’alliage classique fraisé pour former les trois côtés de tous les guides;
– l’autre est un colaminé plat, fraisé en surface (programme d’usinage inverse), formant le quatrième côté. Ces pièces sont argentées après brasage. Mais leur forme complexe et «quasi fermée» rend difficile la régularité de l’argenture.
Pour réduire l’effet des discontinuités dans les plans d’assemblage, une autre solution a consisté à réaliser ceux-ci sur la ligne à champ électrique nul des guides. Ainsi le répartiteur du dernier modèle de vol d’Eutelsat 2 a-t-il été réalisé en deux demi-coquilles exactement symétriques, faciles à usiner et à argenter, qu’il a suffi d’assembler par vis.
Un autre type de brasage a également été pratiqué en utilisant la soudabilité des revêtements d’or ou d’argent des pièces en aluminium (ou autre). Ce procédé est surtout utilisé pour des reports de petites pièces (ex. : doigts dans des filtres, obturation d’ouvertures, etc.), mais avec quelques contraintes :
– brasage à basse température (< 300 °C) pour ne pas décoller le revêtement (cloques);
– compatibilité entre brasure et revêtements (en vieillissement, risque de formation avec l’or de composés intermétalliques fragiles dans le joint);
– absence de brillanteur organique dans le revêtement, se décomposant à ces températures.
Une variante de ce procédé dit «brasage eutectique» consiste à utiliser le revêtement lui-même comme brasure. Ainsi, des pièces en tôle d’Invar revêtues de cuivre et d’argent ont été brasées dans un four à vide, avec pour brasure le cuivre-argent déposé (ex. : filtres de multiplexeur de sortie).
Par ailleurs toutes sortes de collages souples, semi-rigides ou rigides ont été mis au point pour assembler toutes sortes de pièces avec des colles conductrices (électriques et/ou thermiques) ou isolantes, ou avec des rubans adhésifs. Les colles et collages ont été qualifiés en précisant la durée de vie des produits et les compatibilités des matériaux. (ex. : collage de miroir de calibrage sur une pièce en aluminium argenté avec une colle semi-rigide).
Des assemblages démontables de pièces très légères ont été réalisés à l’aide de bandes Velcro dégrafables, collées sur les pièces (ex. : fixation d’écran thermique).
Les procédés de plasturgie
Les pièces en composite sont obtenues à partir de feuilles constituées de fibres (unidirectionnelles ou tissées) imprégnées de résine pré-polymérisée. Ces feuilles sont découpées selon la pièce, puis drapées en plusieurs couches sur un moule métallique usiné spécialement selon la forme à obtenir (plate, parabolique ou autre). L’ensemble est dégazé, puis polymérisé à chaud et sous pression dans un autoclave.
Dans le cas de pièces trop grandes pour entrer dans l’autoclave, la pièce et le moule sont enfermés dans une «chaussette» dans laquelle on fait le vide; la pression exercée par la chaussette est alors la pression atmosphérique.
Enfin, lorsque la précision l’exige, le moule doit être sans retrait après retour à la température ambiante. Pour cela, il est réalisé en Invar.
Certaines pièces, même en composite conducteur (fibre de carbone), ont été demandées métallisées :
– un réflecteur parabolique d’antenne de Symphonie a été métallisé par simple collage d’une mince feuille d’aluminium;
– les filtres à cavités et les guides d’ondes pour Telecom 1 ont été réalisés comme suit : la métallisation interne de la pièce est effectuée en premier lieu par un dépôt électrolytique peu adhérent de cuivre sur un noyau en acier inoxydable (représentant l’intérieur de la pièce). Le cuivre est ensuite traité pour obtenir une bonne adhérence du composite en fibres de carbone. Celles-ci sont drapées sur le cuivre. L’ensemble est mis à polymériser en autoclave. La pièce est ensuite décollée du noyau, à basse température. Elle est terminée par un argentage du cuivre des faces internes, puis par un étanchement de la résine externe, sensible à l’humidité. Cette technologie dérive d’une fabrication de cornets hexagonaux dorés pour une maquette d’antenne destinée à Brazilsat réalisée au cours de l’étude CUFA (Charge Utile Franco-Allemande).
La rigidification des grandes pièces, qui doivent rester légères, est obtenue par une architecture spéciale, constituée par assemblage de deux minces «peaux» en composite collées sur une structure épaisse en nid d’abeille dite «NIDA».
Un réflecteur d’antenne du satellite Symphonie, et beaucoup de suivants, ont été réalisés avec un NIDA- aluminium collé entre deux peaux-fibres de carbone formées et polymérisées sur un moule parabolique en Invar.
Toutes sortes de pièces fonctionnelles ou de structures ont été réalisées avec des NIDA en matériaux conducteurs ou isolants divers (alu, papier-Nomex, Kevlar…) et avec des peaux elles aussi en matériaux divers (aluminium, fibres de carbone, fibres de verre, Kevlar…).
Pour réduire le cycle de fabrication, ces pièces peuvent être réalisées en deux opérations (voire une seule) au lieu de trois, en effectuant simultanément la polymérisation d’une peau (voire des deux peaux) en même temps que le collage du NIDA.
Exemple d’évolution des filtres de multiplexeur de canaux
Les premiers filtres multipôles étaient constitués de pièces en Invar, usinées dans la masse, ensuite argentées, puis assemblées par vis. Ils étaient lourds (densité de l’Invar > 8).
Or, la partie utile de ces filtres, du point de vue hyperfréquences, est l’argenture (effet de peau). Le remplacement du support Invar par un composite à fibres de carbone ne modifie pas ses caractéristiques mais permet son allègement. Le gain de poids pour les filtres 4 et 6 GHz de Telecom 1 a été d’un facteur 4. Toutefois, le cycle de fabrication est long et coûteux.
Les filtres suivants ont été réalisés en partant de pièces élémentaires (cylindres et disques à iris) en tôle mince d’Invar, assemblées par brasage au cuivre-argent dans un four à vide. Le gain de poids par rapport à la solution initiale est encore appréciable (facteur 2 pour les filtres 12 et 14 GHz). Mais ce procédé délicat n’autorise pas de retouche; si une seule cellule du filtre n’est pas conforme c’est tout le filtre qui est mis au rebut.
Par la suite, des filtres ont été réalisés à partir de cavités en Invar, taillées et amincies par usinage, et de cloisons (avec iris) découpées dans de la tôle mince d’Invar. Après argentage, ces pièces sont assemblées par vis. Cette technologie, un peu plus lourde, permet néanmoins d’obtenir un argentage plus régulier sur des pièces plus simples et de réaliser des filtres adaptables par simple substitution d’iris.
Évolution des technologies et architectures des antennes
Les antennes classiques comportent trois parties : une source dirigée vers un réflecteur, un réflecteur dirigé vers la Terre, et une structure qui les maintient en position. L’antenne du satellite Symphonie avait pour source un cornet en aluminium, et pour réflecteur une coque épaisse parabolique constituée d’un NIDA-alu collé entre deux peaux.
L’antenne en bande C pour le satellite Telecom 1 devait concentrer son rayonnement sur une zone terrestre de forme allongée. Pour cela son réflecteur était comme ci-dessus, mais sa source était constituée de cinq hélices alimentées par un répartiteur de puissance en guides.
Les antennes des satellites de télévision de grande puissance de la famille TDF avaient une constitution similaire, mais la raison d’être de la multisource (ici des cornets) était de contrôler l’illumination du réflecteur avec un minimum de pertes plutôt que de former un contour spécial.
Pour doubler le nombre de canaux, les antennes (bande Ku) des satellites suivants, Eutelsat 2 et Telecom 2, étaient composées d’un réflecteur bigrille et d’une multisource (à polarisations croisées, avec des canaux entrelacés). Le réflecteur comportait deux coques :
– la coque avant était en NIDA-Kevlar collé entre deux peaux en Kevlar-cuivré-une-face. La face extérieure des peaux, seule cuivrée, était ensuite gravée pour former une grille (minces bandes de cuivre);
– la coque arrière était une parabole classique en NIDA-alu et peaux-fibres de carbone;
– les deux coques étaient maintenues espacées par un raidisseur périphérique lui aussi en NIDA et peaux similaires.
Le besoin de protéger du soleil la coque bigrille a nécessité la création d’un écran thermique original. Celui-ci était constitué d’un patchwork de feuilles de kapton traitées en surface :
– la face interne, dirigée vers le réflecteur, comportait des pastilles d’aluminium, destinées à renvoyer une grande partie des rayons solaires reçus, tout en restant transparentes aux ondes hertziennes;
– la face externe, exposée au soleil, était recouverte d’une mince couche semi-conductrice de germanium dont le rôle était d’écouler les charges électrostatiques accumulées et d’éviter ainsi des claquages, générateurs de parasites ou destructeurs.
Le répartiteur de la multisource de Telecom 2 (bande C) n’a pas été réalisé en guides à éléments séparés, mais en structure triplaque dite «bar-line» :
– les conducteurs centraux étaient découpés dans de la tôle de cuivre;
– ils étaient maintenus en place entre deux couches isolantes de NIDA en papier Nomex;
– les plaques de masse extérieures étaient constituées en NIDA-alu entre deux peaux-alu.
Le répartiteur du dernier modèle de vol d’Eutelsat 2 a été réalisé dans une architecture en guide, plus compacte et plane. Il s’agissait de deux demi-coquilles symétriques, fraisées dans l’aluminium, puis argentées et vissées ensemble, intégrant tous les guides formant le répartiteur.
Le besoin de modifier à la demande la direction du pinceau rayonné a été satisfait par solution mécanique (lente) ou électronique (instantanée). L’antenne «spot mobile», en bande Ku, de Telecom 2 avait une source fixe et un réflecteur orientable de ± 5° sur deux axes, commandé par un mécanisme motorisé pouvant ainsi modifier le pinceau réfléchi de ± 10° sur chaque axe. L’antenne de Turksat était fixe, mais la source avait un rayonnement à contour configurable (à deux positions) par commande électronique de déphaseurs.
Le rayonnement à contour configuré fixe de l’antenne Arabsat a été obtenu d’une autre manière. La source est un simple cornet corrugué, réputé pour sa bonne symétrie de diagramme et sa grande pureté de polarisation. Par contre, le réflecteur n’est plus parabolique, mais il est formé à la demande, pour obtenir la configuration radioélectrique souhaitée. Cela impose d’usiner un moule spécial pour chaque application, inutilisable pour les suivantes.
D’autres améliorations ont été apportées ou sont en étude :
– gain de poids de 20 % avec des coques et des raidisseurs amincis;
– gain de place sur le satellite avec double réflexion (antennes «grégoriennes» globalement plus courtes);
– meilleur contrôle thermique et transmission de puissance supérieure avec de nouvelles formes géométriques.
Les futures antennes orientables et reconfigurables électroniquement auront une architecture totalement différente. Elles seront plates, de grandes dimensions et en composite isolant revêtu d’une grande quantité de petits motifs métalliques rayonnants, alimentés par de petits modules émetteurs-récepteurs déphasables, d’où leur nom d’»antennes actives».
Les assemblages de composants électroniques
Compte tenu de la grande fiabilité demandée aux équipements et de leur miniaturisation, leur câblage doit être effectué dans une salle blanche. La première salle blanche industrielle (classe 100 000) a été ouverte en fin d’année 1968 à Vélizy avec une vingtaine de câbleuses provenant des centres de Bagneux et de Bezons. Les premiers équipements fabriqués étaient destinés aux satellites de la série Diamant et au satellite Eole pour le CNES. Ils ont été suivis en 1969 d’équipements fabriqués en sous-traitance de Hughes pour le satellite Intelsat IV.
Les codeurs et les décodeurs étaient réalisés en deux technologies :
– l’une appelée MICAM aux États-Unis, MGM en France (modules à grilles multiples);
– l’autre, cordwood ou circuit fagot.
Les modules à grilles multiples (MGM)
L’architecture MGM était la suivante :
– les composants électroniques étaient collés sur une plaque d’aluminium jouant le rôle de support mécanique et de drain thermique;
– les interconnexions étaient réalisées par des grilles métalliques obtenues par gravure chimique de tôle mince de nickel. Ces grilles étaient empilées et isolées entre elles par des feuilles préimprégnées de résine. La «galette» obtenue était mise sous pression et polymérisée à chaud;
– les queues nickelées ou dorées des composants étaient ensuite soudées électriquement sur les parties des grilles apparaissant dans les fenêtres, à l’aide d’un poste de soudure à électrodes opposées.
Les circuits fagots
Les circuits fagots, utilisés lorsque la dissipation thermique était faible, étaient construits comme suit :
– les queues des composants étaient piquées entre deux feuilles isolantes souples;
– leurs liaisons étaient réalisées à l’aide de rubans de nickel posés sur les feuilles isolantes et soudés électriquement sur les extrémités des queues des composants comme ci-dessus;
– le tout était enrobé dans une mousse ne laissant dépasser que les sorties utiles.
Les MGM et les circuits fagots étaient boulonnés sur une structure servant de radiateur mère. Leurs sorties étaient interconnectées par des rubans de nickel soudés électriquement. Le tout était enrobé dans une mousse assurant une bonne tenue mécanique de l’ensemble mais posant le difficile problème des réparations (piochage en aveugle dans la mousse).
Le wrap-around
À l’époque, les soudures électriques (technologie issue de la fabrication des tubes à vide) avaient une bien meilleure réputation de fiabilité que les brasures à l’étain-plomb. Mais à l’usage cette technologie a présenté plusieurs inconvénients :
– la diversité des queues de composants imposait de fréquents changements de réglage du poste de soudure électrique;
– la qualité des soudures électriques est très sensible à la propreté des surfaces. Or, les composants à usage spatial subissent de nombreux tests de fiabilité qui affectent les surfaces;
– toute reprise de soudure, pour réparation ou modification, était une opération à risques;
– enfin, certaines liaisons étaient impossibles à réaliser par soudure électrique (câbles coax).
La généralisation de la soudure à l’étain-plomb avec résine décapante était finalement préférable. La première technologie totalement brasée a été le «wrap-around», construit comme suit :
– les composants étaient interconnectés sur une structure en tôle d’aluminium, dorée ou nickelée et équipée de traversées isolantes;
– les extrémités des queues des composants et des fils de connexion étaient crochetées autour des plots des traversées sur lesquels elles étaient brasées;
– les composants lourds et/ou dissipatifs étaient collés sur la tôle servant de support et de drain thermique.
La forme des «crochets» et celle des soudures étaient définies par des consignes très strictes. Une autre exigence de ce temps-là était un souci extrêmement pointilleux de «traçabilité». Chaque composant devait être numéroté et associé à une fiche mécanographique retraçant son histoire. Le contrôle qualité vérifiait non seulement la conformité de sa place et de son câblage mais aussi celle de son numéro de série inscrit dans la documentation. Cette contrainte, de peu d’intérêt pratique, fut abandonnée par la suite.
Les circuits imprimés
Les premiers «circuits imprimés», d’emploi plus aisé que les assemblages ci-dessus, ont été réalisés en 1972 pour le satellite Symphonie. Il s’agissait de substrats en verre époxy, métallisés double face, percés de trous non métallisés destinés à recevoir des composants piqués. Les pistes métalliques, obtenues par gravure chimique des faces cuivrées, étaient revêtues d’or, sauf sur les zones à braser où elles étaient revêtues d’étain-plomb.
Les premiers circuits imprimés multicouches à trous métallisés et revêtus uniquement d’étain-plomb ont été mis au point avec le sous-traitant Systronic en 1976 pour Spacelab. Il s’agissait d’un équipement pour vol habité (console de visualisation avec clavier de commande).
Ces circuits comportaient trois à six couches conductrices en cuivre et donc deux à cinq couches isolantes de verre époxy. Ils étaient livrés équipés d’une plaque en aluminium anodisée noire et ajourée par gravure chimique (pour éviter les contacts avec les sorties des composants). Cette plaque collée sur le circuit imprimé servait à la fois de cadre-support et de drain thermique sur lequel les composants dissipatifs étaient collés.
Le sertissage
Le procédé d’interconnexion filaire souple, réalisé au fer à souder, imposait un fastidieux dédorage et étamage des connecteurs avant brasage. Il a été remplacé en 1980 sur le satellite SPOT 1 par le «sertissage» de fils multibrins sur les sorties appropriées des connecteurs.
Le miniwrapping
Sur le même satellite SPOT 1, le câblage des fonds de panier a été conçu en «miniwrapping». Ce câblage consiste à relier les sorties des connecteurs de circuits imprimés numériques avec un fil de cuivre monobrin, isolé, dénudé aux extrémités, puis enroulé, à l’aide d’un pistolet spécial, en plusieurs tours serrés et jointifs autour des sorties des connecteurs. La tenue de l’enroulement (non brasé) est liée à la forme des sorties à section carrée et à arêtes vives.
Les MIC à couches épaisses
Les liaisons hyperfréquences peuvent être miniaturisées sous forme de «microstrip-line» ou «biplaque» avec un ruban conducteur et un plan de masse espacés par un diélectrique à haute constante. Cette architecture permet de réaliser des circuits de qualité et de faible encombrement appelés MIC (Microwave Integrated Circuits).
La fourniture des soixante émetteurs-récepteurs pour le satellite TDRSS (1978-1980) comportait de tels circuits, constitués comme suit :
– le diélectrique est un substrat d’alumine pure, polycristalline (constante diélectrique = 10) poli et rectifié deux faces, puis découpé à la scie diamantée;
– les métallisations sont des couches d’or obtenues par dépôt sérigraphié (pochoir) de pâte d’or (encre) séchée puis cuite dans un four à passage. Les deux faces de l’alumine sont métallisées et cuites séparément. La métallisation est totale sur la face du plan de masse. Sur l’autre face, les lignes conductrices seules sont déposées (au travers d’un écran de sérigraphie enduit d’une résine photosensible, localement dissoute après insolation au travers d’un cliché, image des lignes, et développement);
– des résistances sont obtenues de la même manière, par dépôt local et cuisson d’encres résistives. Ces résistances sont ensuite protégées par dépôt et cuisson similaires d’une encre diélectrique, puis ajustées par sablage (remplacé par découpe au laser à partir de 1986);
– la face masse dorée du substrat est ensuite brasée à l’or-étain sur un cadre métallique argenté ou doré, prévu pour être vissé sur la structure de l’équipement (entre deux transistors);
– l’ensemble est éventuellement équipé de micro-composants passifs (chips), montés en surface par brasage à l’étain-plomb, non pas directement sur l’or incompatible, mais sur une surcouche sérigraphiée de platine-or;
– les interconnexions sont réalisées par fil d’or thermocompressé sur couche d’or ou par ruban d’argent brasé à l’étain-plomb sur couche de platine-or.
Les isolateurs hyperfréquences entre étages sont réalisés selon les mêmes principes mais avec des substrats de ferrite (à haute perméabilité magnétique) sérigraphiés, brasés sur cadre puis équipés d’un (ou deux) aimant(s) collé(s) après réglage fonctionnel.
Remarques sur les appellations :
– l’épaisseur des dépôts sérigraphiés est > 10 µm. Elle a donné le nom de couches épaisses par opposition aux couches déposées sous vide < 10 µm, dites couches minces;
– avec l’ajout de composants discrets on ne devrait plus considérer un MIC comme un vrai circuit intégré (c’est-à-dire monolithique), mais comme un circuit hybride (mi-intégré, mi-discret). Néanmoins le nom MIC est resté et s’est curieusement féminisé en une MIC (peut-être pour s’accorder avec la couche épaisse ?).
L’intérêt du procédé de sérigraphie est la rapidité d’exécution des dépôts, convenant à une production de série, et la possibilité de déposer divers types d’encres :
– soit métalliques pour réaliser des lignes hyperfréquences ou des zones soudables;
– soit résistives pour intégrer pratiquement toutes les résistances;
– soit diélectriques, pour intégrer des croisements de conducteurs isolés, ou pour réaliser des petits condensateurs, ou pour constituer une couche protectrice des résistances ajustées.
Par contre, il présente certaines limites :
– l’imprécision des bords de piste (liée au maillage de l’écran de sérigraphie et à l’affaissement du dépôt après cuisson) devient critique lorsque les pistes doivent être fines (inférieures à 200 µm);
– le grand nombre d’écrans à fabriquer, de couches à déposer (certaines deux fois), puis à cuire successivement, pour satisfaire tous les besoins, en font un procédé à cycle assez long pour des MIC.
Les MIC à couches minces
Le besoin de réaliser des pistes précises, jusqu’à dix fois plus fines (de l’ordre de 20 µm) pour les fréquences élevées, a pu être satisfait à partir de 1973 pour les satellites OTS, MAROTS et MARECS à l’aide de MIC en couches minces sur saphir.
Le diélectrique est un monocristal d’alumine ultra-pure. Les conducteurs sont déposés sur la totalité des deux faces des substrats par évaporation sous vide, avec une couche d’accrochage de chrome, et au-dessus la couche conductrice d’or : Cr/Au.
Les pistes d’or de la face active sont obtenues par gravure chimique. Le brasage du substrat sur support et les interconnexions par fil d’or thermocompressé sont inchangés. Les rubans d’argent et les composants rapportés sont aussi brasés mais à l’indium-plomb (au lieu de l’étain-plomb incompatible).
En 1983, un autre type de couches minces est imposé par le sous-traitant (Hughes) pour le satellite Intelsat VI. La métallisation est en cuivre (conductrice) revêtu d’or (protection) avec une sous-couche de chrome (d’accrochage), Cr/Cu/Au, sur alumine pure polycristalline (moins coûteuse que le saphir). L’architecture est identique, mais avec les nouveautés suivantes :
– le brasage des substrats sur support est effectué à l’étain-argent (96,5 %);
– les brasages sur les couches métalliques sont effectués avec de l’étain-plomb (62,5 %);
– la soudure des rubans d’or ou d’argent sur ces métallisations est effectuée par soudure électrique à électrodes parallèles dite «parallel-gap» – plus rapide que la thermocompression nécessitant un (lent) préchauffage du substrat.
En 1984, un troisième type de couches minces comportant une couche résistive est proposé et qualifié par l’ESA pour les satellites européens TDF, TELE X et TV-Sat. Le substrat est aussi en alumine polycristalline. Par contre, les métallisations sont déposées par pulvérisation cathodique sous vide contrôlé, avec une couche d’accrochage de tungstène-titane, une couche résistive de nitrure de tantale, et au-dessus la couche conductrice d’or : WTi/Ta2N/Au. L’architecture est la même que ci-dessus mais avec les nouveautés suivantes :
– gravure chimique sélective des conducteurs d’or et des résistances;
– ajustage des résistances par oxydation thermique ou par oxydation anodique;
– retour au brasage à l’or-étain du substrat sur cadre support en Kovar argenté ou doré;
– retour au brasage à l’indium-plomb des chips sur le substrat mais conservation de la soudure parallel-gap très commode des rubans.
Deux écoles de technologie de brasage sur l’or des lignes hyperfréquences s’opposent : pour Hughes et les Américains en général, les soudures à l’indium-plomb recommandées par l’ESA ne sont pas fiables; pour l’ESA, les soudures à l’étain-plomb recommandées par Hughes présentent des risques de formation de composés intermétalliques fragiles.
Une étude approfondie du Service Technologie montre la viabilité des deux technologies :
– les brasures à l’indium-plomb sur l’or des couches WTi/Ta2N/Au ne manifestent aucune détérioration tant qu’elles restent à des températures inférieures à 85 °C (ce qui est le cas général des équipements des charges utiles);
– les brasures à l’étain-plomb sur les couches minces Cr/Cu/Au dissolvent la couche d’or et s’accrochent sur la sous-couche de cuivre sur laquelle elles sont très fiables.
Finalement, la caractéristique qui fait la différence est l’absence de sous-couche résistive des métallisations Cr/Cu/Au qui seront abandonnées par la suite.
À l’origine les substrats à couches minces étaient achetés métallisés. Une machine de pulvérisation cathodique a été installée et qualifiée pour la production interne de couche WTi/Ta2N/Au en 1990 sur l’alumine, puis en 1995 sur les ferrites.
Les circuits hybrides à couches épaisses
La recherche de miniaturisation a conduit à l’emploi de semi-conducteurs (diodes, transistors et circuits intégrés) sous forme de puces nues (c’est-à-dire sans boîtier) reportées et câblées directement sur des circuits à couches épaisses. L’adjonction de ces puces et de composants non sérigraphiables sous forme de chips permettait de réaliser une grande diversité de microcircuits. Cette technologie dite Hybrides à couches épaisses à été qualifiée par Eutelsat en 1989, puis par l’ESA en 1990.
Elle a nécessité l’acquisition du savoir-faire :
– de la sérigraphie multicouche avec plusieurs niveaux de croisements de conducteurs;
– du collage conducteur ou isolant des puces et autres chips sur le substrat;
– des liaisons puce/substrat par fil d’aluminium de 25 µm soudé par ultrasons (ultrasonic-bonding);
– du collage du substrat, ainsi équipé, dans un boîtier hermétique en Kovar doré avec des traversées par perles de verre;
– des liaisons boîtier/substrat par fil d’or de 38 µm thermocompressé (ball-bonding);
– de la fermeture électrique du boîtier «à la molette» sous atmosphère neutre;
– et du marquage des couvercles des boîtiers par faisceau laser.

Certification accordée par l’ESA pour la fabrication de microcircuits hybrides à couches épaisses
Les consignes de propreté imposaient que toutes ces opérations (sauf le marquage) soient faites sous hottes à flux laminaire (classe 100) placées dans une salle blanche de qualité (classe 10 000) dix fois supérieure à celle du câblage traditionnel (classe 100 000).
Les premiers circuits hybrides qualifiés ont été des régulateurs de tension pour Eutelsat 2. La désignation «hybrides» est désormais attachée aux circuits actifs à puces nues.
Par la suite (années 1993-1997), plusieurs variantes de cette technologie ont été développées, soit pour assembler le plus possible de composants dans un même boîtier de forme quelconque, soit pour supprimer les fils de câblage des puces, soit pour supprimer le boîtier.
• Le MCM (multichip module) est une variante de macrohybride à couches épaisses pour basses fréquences. Le substrat est un multicouche de feuilles d’alumine percées avant cuisson, sérigraphiées «à cru», puis cocuites (ou cofrittées). Cette architecture permet :
– de réaliser un grand nombre de liaisons sur plusieurs niveaux avec un bon isolement;
– de recevoir par brasage un mur en Kovar sur lequel sera soudé un couvercle à l’aide d’un faisceau laser perpendiculaire au couvercle. Cela autorise des formes non parallélépipédiques de boîtiers et la suppression des perles de verre.
La fabrication de tels substrats, cuits dans des fours spéciaux à très haute température, a été sous-traitée pour une application dans le satellite technologique Stentor.
• La suppression des fils de câblage entre puces et substrat peut être obtenue avec des puces «flip-chip». Il s’agit de puces dont les plages métallisées des sorties sont épaissies et revêtues d’une métallisation brasable. Ces minibossages permettent de souder les sorties de la puce directement sur les métallisations d’un substrat. Les avantages de cette solution sont un gain de temps de câblage et des liaisons puce/substrat très courtes. L’inconvénient est l’impossibilité du contrôle visuel des brasures et de la face active de la puce, cachées par la puce retournée. La fabrication de ces circuits est une spécialité d’IBM sous l’appellation C4 (Controlled Collaps Chip Connection) à ce jour en voie de qualification spatiale.
• Le besoin de mémoires de masse nécessite un grand nombre de circuits intégrés. Leur câblage dans le plan conduit à des macrosubstrats disproportionnés. Une architecture en volume avec superposition de substrats plus petits peut résoudre ce problème. Une telle architecture a été réalisée de la manière suivante :
– des substrats équipés de puces sont empilés, puis moulés dans une résine;
– le parallélépipède obtenu est meulé sur toutes les faces pour faire apparaître les métallisations de sorties sur les tranches des substrats;
– l’ensemble est métallisé (or) sur toutes ses faces;
– les connexions entre substrats sont réalisées par gravure laser des faces métallisées;
– les sorties du module sont rapportées, soit avant moulage, soit après.
Cette technologie, appelée 3D (trois dimensions), en étude, autorise une très grande densité de circuits intégrés. Elle constitue une modernisation de l’architecture des premiers microcircuits hybrides appelés «micromodules» (pour équipements militaires portatifs 1960-1965).
Les hybrides à couches minces
L’autre intérêt des puces nues est la possibilité de faire fonctionner les circuits au-delà de leur fréquence maximale habituelle du fait de la disparition des éléments parasites induits par les boîtiers individuels. Cette propriété concerne en premier lieu les circuits hyperfréquences.
Les amplificateurs de canaux (C.AMP) pour Eutelsat 2 ont été les premiers circuits réalisés en technologie Hybrides HF sur couches minces permettant un important gain de poids et un moindre coût de fabrication. Alcatel Espace a été la première a obtenir la qualification spatiale ESA pour ce type de technologie.
Les nouveautés apportées par rapport aux couches minces antérieures étaient les suivantes :
– perçage des substrats et gravure de haute précision;
– câblage des puces de transistors AsGa par thermocompression de fil d’or de 17,5 µm (stitch-bonding);
– utilisation de puces «beam lead», munies de sorties en microrubans d’or;
– emploi de nouvelles colles isolantes et conductrices en film;
– collage d’absorbant RF dans le boîtier.
Par la suite cette technologie a évolué comme suit :
– l’emploi de circuits intégrés hyperfréquences ou MMIC (Monolithic Microwave Integrated Circuits) a permis de réaliser des circuits plus complexes dans des boîtiers plus petits (satellite AMOS qualifié par l’ESA);
– les puces MMIC de puissance telles que les SSPA (Solid State Power Amplifiers) ont nécessité le remplacement de leur collage conducteur sur l’alumine par un brasage pour réduire la résistance thermique du joint. Ce brasage à l’or-étain est effectué par gaz neutre (satellite NILESAT qualifié par l’ESA).
Les circuits à composants montés en surface (CMS)
En 1986 la complexité des équipements à nombre croissant de composants discrets et de circuits intégrés a posé le problème de l’évolution du câblage : soit des hybrides vers les macrohybrides à boîtiers légers, soit des circuits imprimés à composants piqués vers les circuits imprimés à composants montés en surface (CMS) sans queues de sorties.
Certes, les macrohybrides autorisaient la miniaturisation la plus poussée et des caractéristiques thermiques et RF supérieures, mais au prix d’un boîtier hermétique lourd et cher.
Par contre le montage en surface sur circuit imprimé offrait un câblage automatique plus aisé, des réparations plus faciles, la possibilité d’emploi de tous les composants classiques piqués, non disponibles en technologie CMS, et ce sans boîtier hermétique global. Cette technologie adaptée aux petites séries a été préférée pour les circuits BF et FI.
Le principal problème à résoudre était la tenue des brasures (rigides) aux cycles thermiques, ou plus exactement leur tenue à la fatigue liée à la dilatation inégale des chips et du substrat.
Le choix du substrat ne pouvait résulter que d’un compromis :
– le traditionnel verre-époxy a été remplacé par du verre-polyimide plus stable, utilisable jusqu’à 1 GHz et à coefficient de dilatation thermique plus proche de celui des CMS;
– sa médiocre conductibilité thermique à été améliorée en intégrant un drain thermique sous forme de couche interne de cuivre plus épaisse que la normale.
– les possibilités d’interconnexions ont été accrues par l’emploi de pistes deux fois moins larges et par une technique de réalisation dite séquentielle. Le circuit imprimé final résulte de la fabrication de circuits imprimés multicouches classiques, peu épais, puis de leur assemblage comme pour un multicouche classique mais avec possibilité de laisser des trous métallisés partiellement ou totalement enterrés (non-débouchants).
Avec de tels substrats, la tenue aux cycles thermiques a imposé une taille maximale de 5 mm aux CMS en céramique, directement soudés à plat. Cette taille est suffisante pour couvrir la majorité des besoins en composants discrets. Par contre, l’emploi des circuits intégrés de l’époque, sous forme de chip-carriers en céramique supérieurs à 5 mm, a nécessité l’ajout de colonnettes métalliques sur leurs métallisations pour absorber les dilatations différentielles composants/substrat (à la manière des sorties filaires des composants piqués).
Le câblage du circuit imprimé était effectué sur une machine d’aide à la pose des composants qui distribuait des gouttes de colle de maintien et des gouttes de pâte à braser, et qui permettait de visualiser la pose correcte du bon composant au bon endroit, selon un programme préétabli. Le brasage définitif des CMS par fusion de la pâte à braser était réalisé collectivement en immergeant le circuit imprimé dans la phase vapeur d’un liquide porté à ébullition.
Le premier équipement utilisant des CMS a été monté sur le satellite d’observation-radar de la Terre ERS 1. La Compagnie a été la première à obtenir la qualification ESA pour le montage de surface.
Plusieurs améliorations et extensions ont été apportées par la suite :
– remplacement des chip-carriers à colonnettes par des «flat-packs» à sorties plates, formées pour réaliser des boucles de relaxation (pas de 1,27 mm);
– emploi de grands chip-carriers ayant des sorties préformées en J ou en L;
– emploi de très grands chip-carriers «fine pitches» jusqu’à 250 sorties au pas de 0,6 ou 0,5 mm (satellites World Star et Global Star);
– remplacement de la machine d’aide à la pose des CMS par une machine totalement robotisée de pose de colle, de crème à braser et de chips, pilotée à partir des données de la conception assistée par ordinateur du circuit (CAO);
– remplacement du circuit imprimé verre-polyimide par d’autres matériaux tels que le quartz polyimide, le TMM 10 ou le Téflon à coefficient de dilatation thermique plus proche de celui des chips et/ou pouvant fonctionner en hyperfréquences.
Évolution technologique des amplificateurs de canaux (C.AMP)
Le premier C.AMP en hybrides (Eutelsat) comportait, dans une structure en aluminium, un hybride RF (16 transistors AsGa et 2 diodes en puces) et un circuit imprimé classique sur lequel étaient montés deux hybrides BF 5 (TM-TC et régulateur) et des composants classiques.
La deuxième version (AMOS) comportait un circuit imprimé verre-polyimide sur lequel étaient brasés des composants montés en surface ainsi que 6 petits hybrides RF (comportant au total 10 MMIC AsGa) et 3 hybrides BF (linéariseur, TM-TC et régulateur). Le poids et le prix ont été divisés par deux.
La troisième version en étude comporte un substrat multicouche céramique cocuit MCM collé sur une structure en aluminium doré. Une face reçoit un hybride RF (10 MMIC) entre deux isolateurs et un hybride BF (contenant des chips, des circuits intégrés en puces dont un grand ASIC). L’autre face reçoit des CMS et une PROM. Le poids et le prix ont encore été divisés par deux.
Conclusion
À l’évidence, les premiers choix technologiques étaient guidés par le souci de la meilleure assurance qualité possible et de la meilleure performance technique possible. Les choix ultérieurs ont aussi pris en compte le besoin de raccourcissement des cycles de fabrication et de réduction des coûts. L’histoire des technologies est également celle des architectures et des composants électroniques, toute innovation dans une technique entraînant de nouvelles possibilités dans les autres.
Tous les travaux technologiques n’ont pas été évoqués ci-dessus. Trois méritent d’être cités :
– l’étude des alimentations des tubes à ondes progressives et des circuits à haute tension (EPC);
– l’évolution des moyens du Laboratoire de Physico- chimie en particulier en observation : microscopie optique, radio X, puis microscopie électronique à balayage avec microanalyse X, puis microscopie acoustique (détection des délaminages dans les composites);
– le changement des produits et des moyens de nettoyage des pièces et circuits, suite à l’interdiction d’emploi des produits fluorocarbonés, responsables de la dégradation de l’ozone des hautes couches de l’atmosphère.
Une fois effectué les vérifications de validité des principes, les phases de qualification formelles des technologies n’ont pas présenté de difficultés techniques majeures. Le seul point délicat à gérer était le décalage dans le temps entre le développement des équipements et les programmes d’étude et qualification des matériaux et procédés (comportant des essais accélérés encore longs). Ce décalage avait plusieurs causes : expression tardive des besoins des concepteurs, indisponibilité chronique des moyens de fabrication saturés (ce qui est plutôt un signe de bonne santé !), découverte tardive de configurations nouvelles, non qualifiées, dans les dossiers (l’imagination des concepteurs est inépuisable !).
Par contre, les incidents de fabrication prenaient instantanément des allures de «catastrophes nationales». Le plus souvent il s’agissait de panne brutale de machine ou d’oubli de respect de consigne rapidement détecté et corrigé. Mais certaines non-conformités aléatoires ou certaines dérives erratiques se présentaient parfois comme de véritables énigmes.
Tous ces défis passionnels, à traiter dans l’urgence, ont été relevés. Pas une seule de ces énigmes n’est restée sans explication de cause… et, par suite, sans solution de correction.
Jusqu’à ce jour, les très rares pannes d’équipements survenues en vol n’ont jamais interrompu une mission avant son terme prévu, du fait de la redondance à bord. Mieux même, un transpondeur pour le satellite Cluster tombé dans l’océan, lors du lancement avorté de la première fusée Ariane 5, a été repêché et testé après dessalage. Bien qu’un peu cabossé, il a été vérifié en bon état de fonctionnement, ce qui, pour les uns, a été la confirmation de l’excellente qualité des techniques utilisées et, pour d’autres, a laissé entrevoir une possible «surqualité» des équipements, et par suite de potentielles réductions de coûts… !
Quel que soit le point de vue auquel on se place, ce fut un honneur d’avoir participé à l’activité spatiale. Selon une observation déjà entendue mais dont on ne se lasse pas, comment oublier que des masses d’informations sont reçues par des quantités de gens, notamment grâce à des fils et des métallisations de quelques microns placés à 36 000 kilomètres au-dessus de nos têtes ? !